光と熱を創るエンジニアリング 株式会社ハイベック
樹脂シート・フィルムの急速加熱 加熱動画の紹介

樹脂シート・フィルムの急速加熱 加熱動画の紹介
加熱に関するお悩み解決のお手伝い
弊社にお問い合わせいただく大概のお客様は、ご希望とされる製品が決まっている場合は少なく、加熱に関する何らかの課題を抱えていらっしゃいます。
その課題を解決するために、ご提案、お手伝いをさせていただいているのが、株式会社ハイベックです。
お問合せ内容のなかで数多くいただくものの、ひとつとして「急速加熱」があります。
今回、いろいろな加熱方式・方法のなかでも弊社製品である近赤外線ヒーターの優位性が見込める、
樹脂シート・フィルムの急速加熱について紹介を致します。
今後の加熱方式・ヒーター選定の一助になりましたら幸いです。
熱の伝わり方は3種類
まず、急速加熱の前に加熱の原理からみていきますと、「対流伝熱」、「接触伝熱」、「放射伝熱」が挙げられます。
概要については以下の通りです。
| 対流伝熱 | 接触伝熱 | 放射伝熱 |
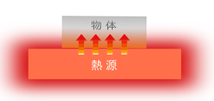
| 代表:熱風炉 空気やガスなどの媒体 |
代表:ホットプレート、熱ロール 熱を持っている物体と接触 |
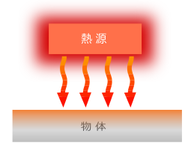
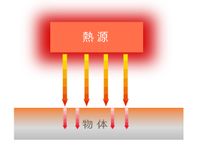
代表:赤外線ヒーター 電磁波による非接触加熱 |
 |
 |
 |
| 対流伝熱 |
| 代表:熱風炉 空気やガスなどの媒体 |
|
| 接触伝熱 |
| 代表:ホットプレート、熱ロール 熱を持っている物体と接触 |
|
| 放射伝熱 |
| 代表:赤外線ヒーター 電磁波による非接触加熱 |
|
対流伝熱で急速加熱をすると・・・・・
熱風の温度を上げる必要があります。
それ以外に、風量を増やす方法もありますが、風速が上がってしまい、フィルムのバタツキが発生し、品質への影響などトラブルを誘発してしまう可能性があります。
接触伝熱で急速加熱をすると・・・・・
加熱ヒーターの温度を上げる必要があります。
しかし、温度を上げ過ぎてしまうと、樹脂シート・フィルムが搬送ロールに貼りついてしまう、表面状態が変化・損傷してしまうため、限界があります。
「急速加熱」には放射伝熱がおすすめ
おすすめポイントはこちら
ヒーター温度が高い
電磁波 = エネルギーであり、対流伝熱や接触伝熱のように高温媒体を接近させたり、触れさせる必要がないため、熱ダメージなく加熱することが可能です。
温度上昇が鈍らない
そのエネルギーはステファン・ボルツマンの法則により、ヒータ温度の4乗と対象物温度の4乗の差に比例するため、フィルムが高温になっても温度上昇が鈍ることなく加熱することができます。
※E ∝ (T1⁴ーT2⁴) T1=熱源絶対温度 T2=対象物絶対温度(加熱目標温度)
今回、「放射伝熱」方式である赤外線、なかでも熱源温度の高い近赤外線ヒーターで樹脂シート・フィルムを急速加熱した動画を撮影いたしました。
急速加熱のスピード感をご覧ください!!
樹脂シート・フィルムの厚み:1mm。PVC,PP,PET,PTFEの4種類で撮影しました。
また、出力や距離(ヒーター~樹脂シート・フィルム)といった条件も変更し、比較いたしましたので、その違いをご確認いただけます。
※①~④については出力を落として加熱しています。
近赤外線ヒーターでPVC(□150mmXt1mm
透明)を目標100℃まで加熱
ヒーター出力:34%
ヒーター~ワーク間距離:50mm
近赤外線ヒーターでPP(□150mmXt1mm
乳白色)を目標100℃まで加熱
ヒーター出力:34%
ヒーター~ワーク間距離:50mm
近赤外線ヒーターでPET(□150mmXt1mm
透明)を目標100℃まで加熱
ヒーター出力:34%
ヒーター~ワーク間距離:50mm
近赤外線ヒーターでPTFE(□150mmXt1mm
白色)を目標100℃まで加熱
ヒーター出力:34%
ヒーター~ワーク間距離:50mm
近赤外線ヒーターでPP(□150mmXt1mm
乳白色)を目標100℃まで加熱
ヒーター出力:100%
ヒーター~ワーク間距離:50,75,100mmと
距離を変えた場合の加熱時間比較
実際の加熱方法・ヒーターの選定においては「急速加熱」のみを考慮して選定するわけではありません。
効率(ヒーター波長、対象物の赤外線呼吸率)、制御応答などの様々な要素を考慮することが重要ですが、生産性という点から、どうしても「急速加熱」が必要な場合には近赤外線ヒーターは有力な選択肢になり得ます。
近赤外線ヒーターは、樹脂シート・フィルムの加熱で数多くご使用いただいており、ヒーターサイズも2000mm超まで対応可能です。
急速加熱のご要望がございましたら、是非お気軽にご相談下さい。